|
ϵ��ʽ |
| �Ԓ(�Ј���):0517-86851868���� |
| ������������0517-86882048 |
| ������������0517-86881908 |
| ������(��չ��):0517-86882683 |
| ��������������:0517-86851869 |
| �������̄�ϵ�Ԓ: �ν���:13655238295 ������:15861721324 |
| �]��:211600 |
| �Wַ:http://www.zqyex.cn/ |
| ������ http://www.sukeyb.com/ |
| E-mail:china-suke@163.com |
| sukeyb@163.com |
| ��ַ:���Kʡ����h���I�@�^�h���� ·269̖ |
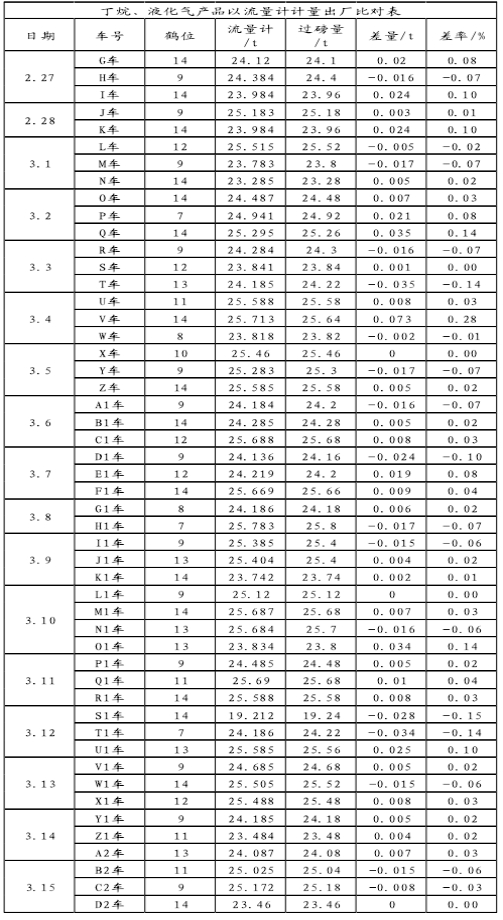
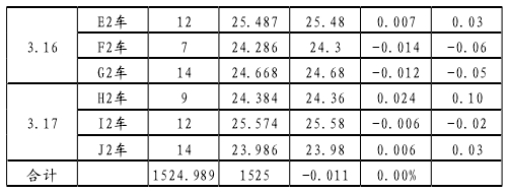
| ���F�ڵ�λ�� > ��� > �ИI�� >�����\Һ��������Ӌ���S̽���c�\�� |
| �r�g��2022-11-8 08:27:05 |
|