ժҪ:���װ�����Ӌ���w���p�Y(ji��)��(g��u)����,������Ӌ�ܵ��̽����κͺ�ȳߴ�׃��������Ӱ.��˟o�p�z�y�����đ�(y��ng)��,���˽�Q���w���pȱ�ݙz���ͺ�ȵĜy�����},�Լ��M��z�y��Ҫ���_չ�˕r�����䷨���z�y��ȫ�۽����ꇳ��z�y�ͳ�Ҏ(gu��)���z�y���g(sh��)�ęz�yԇ�,��(y��u)���˳��z�y����,�_���˙z�y�Ŀɿ��Ժ͜�(zh��n)�_�ԡ�ͨ�^�z�y��(sh��)��(j��)����������ͬ���z�y�����ĽY(ji��)��(g��u)�@ʾ��.���P(gu��n)���pȱ���@ʾ�����M(j��n)���˿��Y(ji��),���_չ��Ƶęz�y����ṩ�������װ�����Ӌ���w���p���z�yȱ��
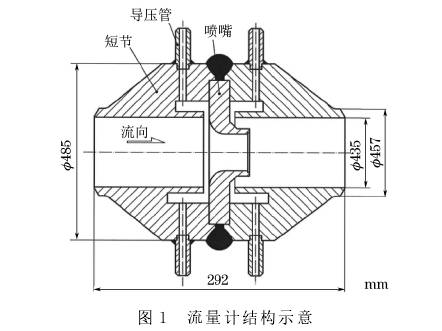
�������վ偠t�Ľoˮ�b�ú����b�����b���^�������Ӌ,����Ӌ���x���˺��ӿװ�,�䳣Ҋ�Y(ji��)��(g��u)��D1��ʾ,���w���p��Ʒ�|(zh��)�o�����C,���ӽ��^�����ں��p����(bi��o)ȱ�ݣ�ͬ�r���ں��p��Ȳ��㡢�Y(ji��)��(g��u)�ԑ�(y��ng)�����С����p��(n��i)���_�ѵȆ��}��
�������Ų鰲ȫ�[���r����������Ӌ���w�̹�(ji��)���Ϟ�̼�,ֻ�ܲ��ó��z�y���g(sh��)�����w���p�M(j��n)��ȫ��z�y����I(y��)���z�y���g(sh��)�l(f��)չѸ�٣����÷����г�Ҏ(gu��)�}�_���䷨���z�y(UT)��������r��z�y(TOFD)�����ꇳ��z�y(PAUT)�Y(ji��)������Ӌ������Ҏ(gu��)��ߴ硢���p�^(q��)��ĺ�ȡ��ײ��̓�(n��i)���Y(ji��)��(g��u)���ˆT���g(sh��)ˮƽ���z�y��ˇ�̓x���O(sh��)���r��,�C�Ͽ��]�z�y��(sh��)��(j��)��ӛ䛡���̖�����@ʾ��ȱ�ݷֱ��ʡ��ɿ��ԡ�����(zh��n)��Ч��,�P�߲������ώN���z�y���������M(j��n)�Йz�yԇ�,�ó�TOFD���z�y�����^���g(sh��)��(y��u)�ݵĽY(ji��)Փ������TOFD�z�y�r,�F(xi��n)����������Ӌ���w���p����߲���Ҫ��ĥƽ����һ������ɺ��p���^�^(q��)���ȵľ���(zh��n)�y���ͺ��p����Σ����ȱ�ݵęz����UT��PAUT�z�y�r����Ҫ�����p����M(j��n)��ĥƽ̎��������Ƅ�̽�^��ʹ̽�^���w���p���^�^(q��)���M(j��n)�Йz�y,����б̽�^�z�y���pȱ��,����ֱ̽�^�y����ȡ����⣬ȫ�۽����ꇳ����g(sh��)(TFM)�c���y(t��ng)���ꇳ��z�y���g(sh��)���^��^(q��)�e,���м��g(sh��)��(y��u)��,�˷����ڙz�y�rͬ��Ҫȥ�����p���,��ȱ���@ʾЧ�����,���γɸ߷ֱ��ʡ�������ȱ�ݺͽY(ji��)��(g��u)�Ļز��D�Σ���ͬ�r��ɺ��ӽ��^�ĺ�Ȝy����ȱ�ݙz�y��
1�z�y����
1.1������r�
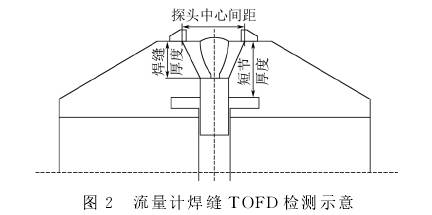
����TOFD������һ�l(f��)һ��̽�^����ģʽ����Ҫ����ȱ�ݶ��c�����䲨��̖�z�y�͜y��ȱ�ݵ�λ�ü��ߴ�,ԓ�����V�����ں��p�z�y��,���վ偠t���ܵ�������(n��i)ʹ�õĺ��ӿװ�����Ӌ�ĺ��p��Ȳ����^50mm,��ʹ��һ�M̽�^�M(j��n)�Йz�y���۽�����x���c���p���һ��,��δ֪���p��ȕr�����x�ýӹܵĺ��,��z�yʾ����D2��ʾ��
1.2���ꇳ��z�y
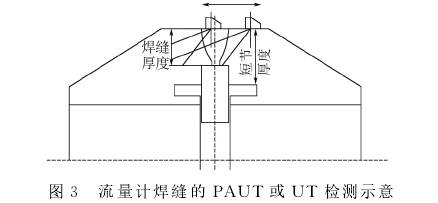
�������ꇳ��z�y�����ö�����Ԫ�����t���Ɓ�����ͽ��ճ�����̖�ģ��l(f��)��˵����t���t��������ƫ�D(zhu��n)�;۽���l,ԓ�z�y�����V����(y��ng)���ں��p�ęz�y,��Ҋ�Ē߲鷽ʽ�nj����νǶȷ������w���ӽ��^�ęz�y�^(q��)��,��z�yʾ��Ҋ�D3.
1.3ȫ�۽����ꇳ��z�y
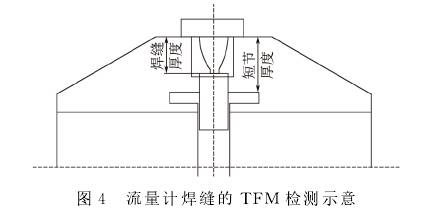
����TFM������ȫ��ꇔ�(sh��)��(j��)����A(ch��),���Ԫ����̽�^���μ���ÿһ����Ƭ,���l(f��)���β�������������,ÿһ�ΰl(f��)���,�����в��B�m(x��)�ķ���ز���ͬ�r�����о�Ƭ����,���z�y��̖ͨ�^��̎���۽��ڙz�y�^(q��)���е�ÿһ���c��,���Ùz�y�^(q��)����ÿһ���c�ķ�ֵ��Ϣ�ؘ�(g��u)�����S�D��,�ɫ@�ø߷ֱ��ʳ���.Ч��,���F(xi��n)ȱ�ݵĜ�(zh��n)�_��λ����������������Ӌ�ĺ��pTFM�z�yʾ����D4��ʾ,����һ����ɺ��p�^(q��)��ĺ�Ȝy����ȱ�ݙz�y341
2ȱ�ݵ�ģ�M����
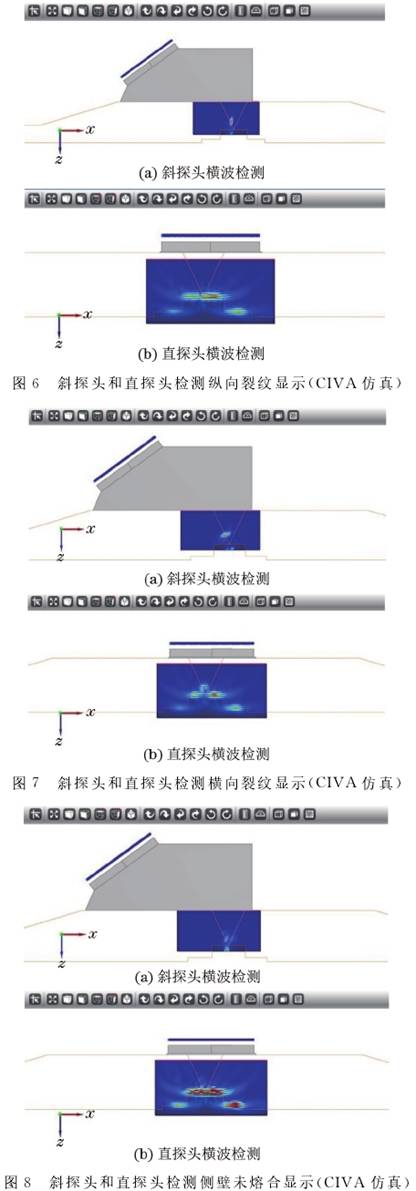
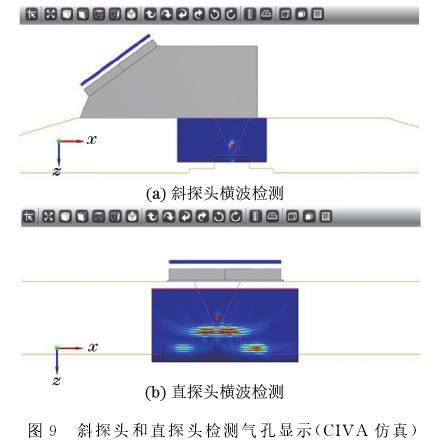
��������Ӌ���w���p��ȱ����Ҫλ�ں��p����,ȱ����ʽһ���δ������(c��)��δ�ۺϡ��Ѽy���A���͚�Ȯ�������CIVA����ܛ��������Ӌ���w���p�����еij�Ҋȱ���M(j��n)��ȫ�۽����ꇳ��z�y,�Y(ji��)����D5~9��ʾ
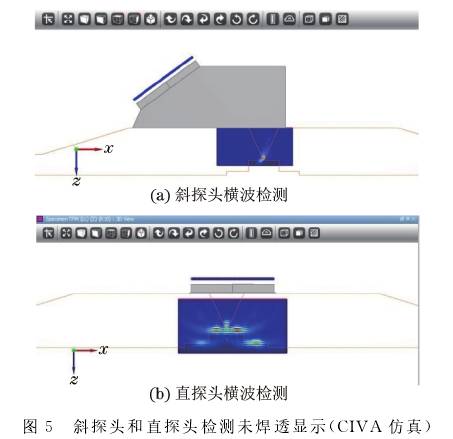
������(j��ng)�^����ȱ�ݷ���Y(ji��)���Č��ȿ�֪,б̽�^��.��ꇳ��z�yЧ������ֱ̽�^��,�����������ȱ�ݵ��@ʾ���档
3�z�y��(sh��)��(j��)����
3.1TOFD�z�y�Y(ji��)��(g��u)�@ʾ
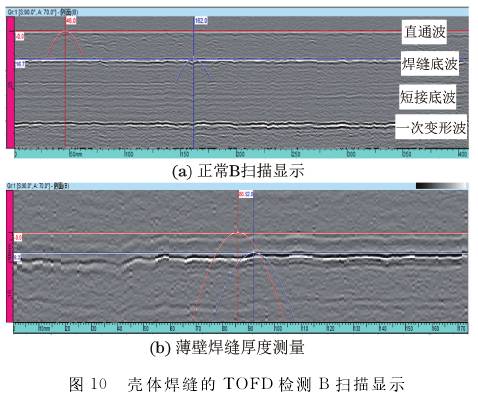
����TOFD�z�y����Ӌ���w���p���Ѓ�(y��u)��,����Ч�ذl(f��)�F(xi��n)���p�е��Ѽy��ȱ��,�˷�������B�����@ʾ�������c,�����@�@ʾ���p�ĵײ����ܜ�(zh��n)�_�y�����p�ĺ��,�ں��p����^С(����ژ�(bi��o)��(zh��n)Ҏ(gu��)����12mm)�r,���p�ײ�Ҳ���@����,����������ȱ�ݵęz�y,TOFD�z�yB�����@ʾ��D10��ʾ
3.2TOFD�z�yȱ���@ʾ
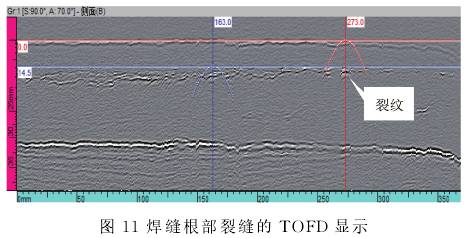
�������p�����ѿp��TOFD�@ʾ��D11��ʾ,��Ҋֻ���Ѽy���϶��c�@ʾ���]���¶��c�@ʾ�����ӽ��^��λ�ײ��ܵ�Ӱ�
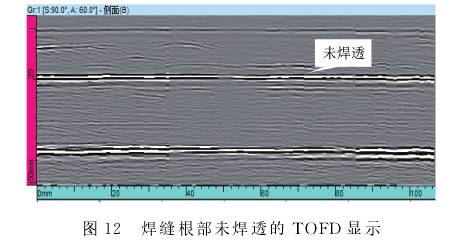
�������p����δ����TOFD�@ʾ��D12��ʾ���϶��c���F(xi��n)�^ֱ��A������m(x��)��̖�@ʾ,���ӽ��^��λ�ײ��ܵ�Ӱ푡�
3.3���ꇙz�y�Y(ji��)��(g��u)�@ʾ
�������ꇳ��z�y�߲鷽ʽ��ǰ���ƄӽY(ji��)�������Ƅӣ��Եײ����۶˽ǻز��Y(ji��)��(g��u)���@ʾ�_ʼ���(zh��n)���Ƅ�̽�^ֱ�����@ʾ��ʧ��ֹ,̽�^�Ƅӵ���ͬλ�Õr���@ʾ��D13��ʾ�����c�^��A���@ʾ��S�����@ʾ��׃��

3.4���ꇙz�yȱ���@ʾ
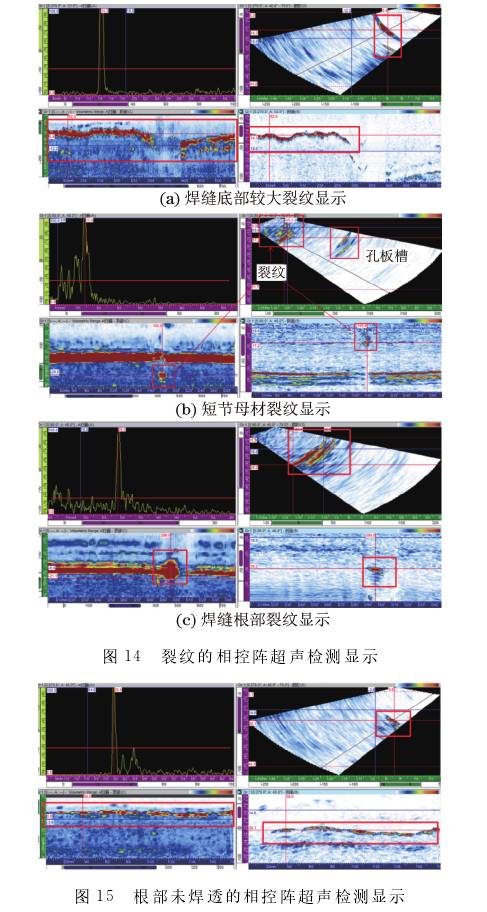
�������ꇙz�y���p��(n��i)���������ϵ��Ѽy�@ʾ��D14��ʾ,S���Ȓߏ�40��~70��Ƕȷ������в�ͬ�̶ȵ��@ʾ��
�������ꇳ��z�y���w���p����δ�����@ʾ��D15��ʾ,S���Ȓ�45��Ƕ����ҕr�˽Ƿ����^��(qi��ng),C�����L���@ʾ�B�m(x��)����m(x��)����(d��ng)����@ʾֵ����Ҫ��ĺ��p��ȕr����δ�������ꇳ��z�y�ж��@�N����Ӌ���w���p����δ��ȱ����һ�����y�ȣ������c�|�庸�p�����g϶�a(ch��n)���ķ���ز����������e��,�oδ���rһ��]����̖,һ���a(ch��n)����̖��Ҫ�M(j��n)һ��������
4�Y(ji��)�Z
�������õĺ��ӿװ�����Ӌ���w���^�ĺ��p���Ӳ�λ��ȝM���(bi��o)��(zh��n)Ҫ�����r��,���xTOFD�z�y�����^�ã��z�yЧ�ʸ�,��һ����ɺ��pȱ�ݙz�y�ͺ�.�p��Ȝy����ͨ�^���`��(y��ng)�ã��J(r��n)�����ꇳ���Ҏ(gu��)���z�y�������x��Ҳ�ǿɿ��ęz�y���g(sh��),����Ҫĥƽȥ�����p��ߣ����ܱ��C̽�^λ�õ��Ƅ���.���w�������p���棬���N�������M������ʹ��,���@�ø���ȫ��ĺ��p�z�y��(sh��)��(j��)��ͨ�^ģ�M����z�y����Ӌ���w���pȱ�ݵ��@ʾ�Y(ji��)���M(j��n)�з����������Y(ji��)��(g��u)�M(j��n)�з������^�����������P(gu��n)�D�V,�ܜ�(zh��n)�_���Д��ȱ�����|(zh��)��
���σ�(n��i)��Դ�ھW(w��ng)�j(lu��)�������֙�(qu��n)(li��n)ϵ���h��!