ժ��Ҫ����Ȼ��װ�����Ӌ�ĬF���z��,���������������ه�������˜ʱ��Ă��f��У�ʷ���Ӌ��վ�������b���������ԵľS�o�^����,�t��Ҫ����װ塢�y����ֱ�Ⱥ͈A���M�ЎΙz������B�ˬF���z���װ�����Ӌ��ԭ��,��ˇ���̡��z������ʽ,���װ�����Ӌ�M��ϵ�y�ٲõęz������,�Լ��ڬF�����H�l������Ό��˜ʿװ弰�y�����M�б�Ҫ�ĎΙz���ݡ�ʹ�õ����������������
�F��ϵ���z���c�ٲ�
�����F���z������ϵָ�˜ʱ����^����Q����f��У�ʷ������fУ�ʵ�ԭ�����ڌ���һ�_(��һ�M)��֪���ȵĘ˜ʱ��У��(��Q�z��)��һ�_�����x�����ڬF�������l����ʹ�ؘʱ�r,�鱣�C��ʹ�}���������D���͵�ԇ�Ό��²����_�ęz���Y��,��횄����^��������ӗl���Ͳ����l����
Ŀǰ���H�����F���ھ��z���õĂ��f�˜ʴ��������������ه���,������˜ʜu݆����Ӌ�����ض��ėl����(�����ڌ���җl�����Ҳ���Mt��PVTt��),�������ɷN�˜ʱ��M�Йz��,��߾������ٿ��_��0.25%��
1.���������ه���˜ʱ�
�������ه����̶�ʽ��(������)�����x��,����һ�_���нo���ĺ���ֱ�������ه�����@�N�x����һ���ض��ĉ������o��һ������ֻ�o��һ�����������,���˵õ��װ�����Ӌ�ڲ��������ȵľ�������,���ʹ�Îׂ�(һ�M)��ͬ�����ߴ�ć���,���܌��װ�����Ӌ�M�в��������ȵęz��(����x��M���̵�20%��80%)��
2.�F���z���װ�����Ӌ
(1)�z���װ�����ϵ��C
�����z��ԭ��:���O��У�ʵĆ��_�װ�����Ӌ�����^��,���Ô������첢�M�ϲ��܌����M�Йz�����������w���W�B�m�Զ���,��ijһ�r�g��ͨ�^���쿂������,ͬ�rҲ����ͨ�^λ�������ε�һ�_�������Ŀװ�����Ӌ��������
�ھ��z������:�z��������D1��ʾ��
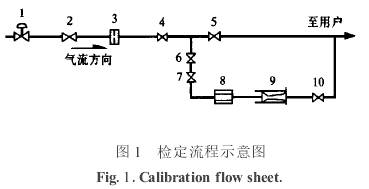
ע:1.�{���y;2.4��5��6��7��10��ֹ�y;3.�װ�;8.������;9.���ه���M��ϵ�y
�z���װ�����ϵ���ęz������ʽ:
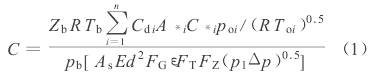
ʽ��:C�鱻�z�װ�����Ӌ���H�˶�������ϵ��;
Cdi���i�����������ϵ��;
C*i���i��������R��������;
A*i���i����������e,mm;
poi���i������ǰ�Ĝ�ֹ�^������,MPa;
Toi���i������ǰ�Ĝ�ֹ�����W�ض�,K;
n�����ه����֧��;
pb��˜ʠ�B�µĽ^������
��������(pb=0.101325MPa);
Tb��˜ʠ�B�µğ����W�ض�
��(Tb=293.15K);
Zb��˜ʠ�B����Ȼ�≺�s����;
R����w����;
As����Ӌ��ϵ��(As=3.1794��10-6);
E��u���ٶ�ϵ��;
d��װ��_��ֱ��,mm;
FG�������ܶ�ϵ��;
�Ş����Û��ϵ��;
FT�����Ӝض�ϵ��;
FZ�鳬���s����;
p1��װ�����ȡ����̎�����^���o��,MPa;
��p����������װ�r�a���IJ,Pa��
����z�������¿װ�,�tʹ�Õr�����˶���������ϵ��Cֵ��������Ӌ��;
����˶������f�װ�,�t���������ϵ�����`��,Ȼ�������M��������
(2)���װ�����Ӌ�M��ϵ�y�ٲÙz��
�����z��ԭ����ˇ����:
1)�ھ��z���r,�����C�cԭ�����r�l���M����ͬ,���b�ñ����������{�ޡ����Q����ϴ;���ʹ��ԭ���Ķ��x��,ֱ�ܶεȡ�
2)�z���r,ԇ�����{������ԭ�������r�ĉ�����ͬ��
3)�x�����ه�����������{���M�ϔ�,ʹ�z����������ԭ��ʹ�Õr������������һ��,��ԓ�������������ٙz��4��6�������c(���������������С����)����ÿ�������c�������\��15��30min���ϡ�Ȼ��,����ԭ��Ӌ�㷽������:������ʽ��ϵ���D����Ӌ����ڴ˕r�g��ͨ�^�����b�õ�����,������ӋʾֵQʾ��
4)��ԇ��ͬ�r�g��,ӛ䛇�������Μ�ֹ����po�͜�ֹ�ض�To,������ʽӋ��������w�e����:

ʽ��:Qb������˜ʱ�Ӌ�����t�r�g�ȵ���Ȼ��˜�����,m3;
Zb����Ȼ���ژ˜ʠ�B��(0.101325MPa,293.15K)�ĉ��s����;
pb��˜ʠ�B�µĽ^������,pb=0.101325MPa;
Tb��˜ʠ�B�µğ����W�ض�,Tb=293.15K;
t����ijһ�z���c,�����b��ԇ�r�g��
5)�ڸ��������c��,�����Ӌ��ʾֵ�`���ʽӋ��:

�F���z�������b�á������Ιz
1.�Ιz�f��
(1)�b�ڬF���Č��H�l��(�h���l�����z��O�估�ˆT���Iˮƽ),ԓ̎�H�漰Ӌ��վ���������b���������ԵľS�o�^��������Ҫ���c�z�Ďׂ����gָ�ˡ�δ�漰�������γߴ�ָ�ˑ���Ͷ��F��ʹ��ǰ�ɏS�ҳ��S�z�_�����\�֬F����,��ʹ���ߌ����f�������˜�Ҫ��Ͱ��b��λ��ͬ��ա�
(2)�γߴ�z�ļ��gҪ����JJG��94�ʽ����Ӌ�z��Ҏ�̺�SY/T6143��1996��Ȼ�������Ę˜ʿװ巴Ӌ�������˜�����Ҏ���ĸ��ָ�ˡ�
(3)�F���z���γߴ�Ļ����y���ֶα�횾߂���:�Θ˿��ߡ��ȏ�ǧ�ֳߡ�䓰�ߡ�䓾��ߡ���Ҏ������ֲڶȱ��^�ӉK���Ŵ��R�ȡ����ԙz������x����������Ч�ĺϸ��C������y���`��ڱ��y�������S�`���1/3�ԃȡ�վ�������䌣(���)�ęz���,�Ա��C�z�Y���Ŀ��Ŷȡ�
2.�װ�z�
(1)���^�z��
�����z��װ����ζ��桢�AͲ�β��ּ����߅���������K�ۡ��e�m�����g�����@�p����׃�άF��
(2)���ߙz�
ƽ��șz�:���Θ˿���䓰�ߵ�����քe�o���װ��ϡ����ζ���,�ڴ��´�ֱ�ăɂ���λ��,��Ӌ������p϶����(����Ҏ�z�),��ֵ�cӋ���܃ȏ��ı�ֵ��С��0.5%��
�����漰�_�AͲ�α���Ĵֲڶșz�:�ԘӉK(������ڱ��z�װ���ͬ�������ɵĘӉK)������ı���ֲڶȞ�˜�,�c�װ������漰�AͲ�α����M�б��^,�Ķ���ҕ�X(�ɽ����Ŵ��R)�Д���������Ĵֲڶ�Ra�Ƿ��_���˜�Ҏ����Ҫ��(Ra��10-4d),�����h�r,���͙z���PӋ�����T�ñ���ֲڶȜy���x���yRa��
�װ��_��ֱ�����߅���z�:��ǰ����Ŀ�y���z��r,���߅�����o��߅��ë��,���o���ۿ�Ҋ�Į���(��ȱ�ڵ�)�������|�X,����ָ�Ιz��ڕr�����h�����J(�{���)�����÷���ⷨ�z��r:��d��25mm��2���Ŵ��R���װ�Aб45��,ʹ�չ���˹���Դ����ֱ�����߅��;��d<25mm�r,��4���Ŵ��R�^��߅�����o����⡣
�������������h�r,���͙z���PӋ�����T��ģ�T�����y���߅���A�����ǰ돽rk**,��ֵ���M��rk�ܡ�0.0004d(��ע�����γ���߅������S�����@ȱ��)��
�װ��_��ֱ��d�ęz�:ʹ���Θ˿����ڈAͲ�β����Դ�����ȽǶȵ��Ă���λ�y��,��Y�������gƽ��ֵ����F�����y��ֵ��
��ƽ��ֵ:

ʽ��:di���i�Μy����dֵ;
d��װ��_��ֱ��ƽ��ֵ;
n��y������
�����_��ֱ�������`�ʽ(5)Ӌ��:

����һ��ֱ��di�cֱ��ƽ��ֵd֮�������ƽ��ֵ�ġ�0.05%��
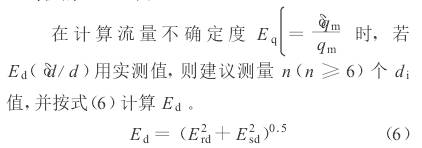
ʽ��:Erd��d���؏���,�ɰ�ʽ(7)Ӌ��;
Esd��y��d�����ߵĜʴ_��
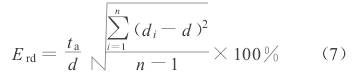
ʽ��:ta�����Ÿ��ʞ�95%�r��t�ֲ�ϵ����
�y����ֱ�Ⱥ͈A�șz�
1.Ŀ�y�z��
�����y���ܵ�ֱ���ڬF���H��Ŀ�y,Ŀ�y��ֱ�Ąt���J��M��ֱ��Ҫ����Ͷ���\��ǰ߀�����ճ��S�f������䓾�������y�����L���Ƿ�M����Сֱ�ܶ��L��Ҫ��Ŀ�y�y���܈A�ȕr,�������A��������@�ęE�A�Π�,�t��횸��Q�y���ܡ��y���܃ȱڲ����S�п�Ҋ�ĺ��̡��_�A���Ӱ�������,��t��횴�ĥ�����a����ϴ�Ƀ���
2.���ߙz�
�����y���܈A�Ȱ����淽���M�Йz�:�Ãȏ�ǧ�ֳ��ڿװ������Ⱦ�ȡ�����S���L���ϸ���0.5D�ķ����Ȍ��y�����y�Y��,��y���܃ȈA������A�ȹ���M������Ҫ��
(1)���x�װ����ζ���(�b�ЊA�o�h�r,���ڊA�o�hǰ��)0D��0.5D��0D��0.5D֮�g������ֱ�ܶ���ȡ�����c�ܵ��S����ֱ�Ľ���,��ÿ��������,�Դ�����ȵĽǾ�ȡ4���ȏ��ĆΜyֵ,����12���Μyֵ,���������gƽ��ֵ����һ�Μyֵ�cƽ��ֵ���^,��ƫ��ô��ڡ�0.3%��
(2)���x�װ����ζ���0D��2D֮�g������ֱ�ܶ����c�ܵ��S����ֱ��һ��������,�Դ�����ȵĽǾ�ȡ4��ֱ���Μyֵ����һ�Μyֵ�c�װ����Ȱ�a�lҎ�������õ���ƽ���y���܃ȏ�Dֵ���^,��ƫ��ô��ڡ�3%��
(3)�y���܃ȏ�D��ƽ��ֵ���ͬʽ(4)Ӌ��,ֱ���ٷ��`��ͬʽ(5)Ӌ�㡣
���σ���Դ�ھW�j�������֙�ϵ���h��!