ժҪ:ͨ�^��ú�������a��ˮú�{Ӌ���y�ķ���,��ᘌ��Եؽ�Q��ˮú�{늴�����Ӌ�ھ��w�����д��ڵĆ��}����ú�����OӋԺ��ˮú�{늴�����Ӌ����S�ҡ��������a��I�Ĺ������M�ṩ�ɿ���������
0����
����1990��,ij���ʏS�ڵ�һ�γɹ����M�ˡ���ʿ�š��͚⻯�t��ú�⼼�g,�S֮������ʽ�ć������͚⻯�t����������BGL�⻯�t���������T��GSP�⻯�t������GE�߉��⻯�t���Ț⻯�t��ú�⼼�g�ܿ����Ї��õ��ˏV�����á�
�������͵�ú������ˇ�͐��Ӷ�׃�ĬF���l��,����ˮú�{�����O�y���������}ʼ�K���_������ú������I�c����Ӌ�S����
����������Ӌ�S�Һ�ú������I��ͬ�_�l�Ļ����ٶ�ʽ�y��ԭ���ġ��{Һ��늴�����Ӌ���ǜy��ú����ˮú�{����������Ӌ��
��������,��늴�����Ӌ���H���������ڹ��l�ɔ_�����w���|�a����늻��W�ɔ_��,�Դ���Ӌ���y�Ć��}��
1ˮú�{��Ӌ���y�c
1.1ˮú�{�ɷ֏��s����Ӌ�����P�O���דp��
������ú̿�ڲɾ��^���г��и��N������ݔ�͵���ĥ�C����ĥ�C��,���켈�UҺ���״��Uˮ�����ӄ��M����ĥ,���ɺ�ˮ����60%��70%�������ܶȞ�1250��1286kg/m3�������Ȟ�700��3000cp��ˮú�{����ĥ�C����ĥ�C����ĥú̿�r��ײ���Mһ��Ó�䲿�ֽ����w��,���m�O�䲻������ȫ�V��,Ӌ���^���еě_��������ɼӉ��ü���Ӌ���O��ēp�ġ�
1.2ˮú�{���|��������ɵ�Ӌ���y
�����ڜy��ˮú�{�����{��Һ���̃����ό���Խ��|�����r,�ڹ��w�w�������w�S���|���^늘O����r,늘O����Ľ��|늻��W늄�ͻȻ׃��,��ɏĂ�����ݔ����늘O�z�y��̖���F���}�_�ɔ_,�����w����Ħ�����a�����Ӈ��صļ��}�_�ɔ_,�Ķ����y����������
1.3�Ӊ��÷�����ɵ�Ӌ���y
�����Ӊ��ù����r�����}�����DZ�Ȼ�ġ�һ��ˮú�{���켰��ͨ偠tȼ���ļӉ��h�������ϲ��á��ݗU�á�,����Y����������ʽ�ڲ�ͬ���D�����}�����IJ�������С(������һ����0.5%��5%),һ����r�²�Ӱ�Ӌ���Ϳ��Ƒ��á�������ʿ�š��⻯�t���乤ˇҪ��,ˮú�{������Ҫ�Ӊ��Ì�ˮú�{�Ӊ���6��9.6MPa�����_����ѵ��F��Ч��,�����������,���Բ��á������á���Ĥ�á�,��ʹ�ڝMؓ�ɹ�������r�¼Ӊ�Һ�w���}�����IJ�����һ����6%��15%,���L�ڹ�������ijһ������ǻ���F����,���Mһ���Ӵ����}����,����ÿһ������ǻ�Ĺ�����B����������������M�бO��,ֻ�ܷ�ӳ������Ӌ��˲�r�@ʾ����̖ݔ�������ϡ�
1.4ú�{ݔ�ܾ�������ɵ�Ӌ���y
�����⻯�t�b��ˮú�{��ݔ�ܾ�һ�����20̖̼䓲��|����ֹͣݔ��ú�{�A�Εr,�ܾ��ȱڕ�����;��ˮú�{���ܾ��ȱڵ�Ħ����Ó�会С��̼��w��,������ú�{�С�늴�����Ӌ�ڹ����r��������y��ǻ�Ȯa���Ĵň���ʹ�����w���Ż�,��ʹú�{�ȵĽ����w�������ڜy��늘O����,��늘O�γɘO��늉�,������늴�����Ӌ�Ĝy�����Ⱥ��Mһ���������������ò��P䓹ܾ����������ڴˆ��}��
2�{Һ��늴�����Ӌ��ˮú�{�ИI�еđ���
2.1�e���bҪ��
����������늴�����Ӌ���bҪ���b,���ұM���ܵ،�3�_늴�����Ӌ���b�������t픲������L����Ӌ��ǰֱ�ܶ��ǽ�Qú�{�Ӊ��ù����r����}�ӵ�����k����
2.2����ӹ�
������316�i�t�Ͻ��������|�ӹ��ɽӿڷ��m�ķ��o�_ˢĥ�p�ס���늴�����Ӌ��ǻ���̼����(��늴Ÿɔ_�з��o����)���o�_ˢĥ�pĤ����늴�����Ӌ�Б�늘O�̼���u���o�_ˢĥ�pĤ��
2.3���h
1)�چΙCԇ܇�A�·�����늴�����Ӌ���,����ˮú�{��ú�{�ܾ��ȱڳ��P;�⻯�tͣ܇����ϴ�ܾ��r��회�늴�����Ӌͣ�,������늴�����Ӌ�������Ȅ���γɵĴň�ʹ������늘O�������F�P���ܱ��_ϴ�Ƀ���늴�����Ӌ�Ă������r�����͜ص�����,����ʹ�������_ϴú�{�ܾ���
2)�������\���A��,ͻȻ�l�F�������������¿���:
�ٿ����DZ�����IJ���
����ú�{�õ�ijһ����Ĥ����ǻ���F����,����׃�����ܲ���,������׃���^���������}�ӼӴ˕r���^��ú�{�ø���Ĥ����ǻ�w�ıO�y�������Ƿ���⡣
�ڿ�����ú�{����IJ���
����ú�{�������w��������,�������Ӌ����,���rͣ܇��z��_ϴ��
��˲�g���}�_�ɔ_
ú�{�еĴ��w�����ٻ����Ħ��,��ײ늘O���a����˲�g���}�_�ɔ_,���l���س��F,��z��ú�{�|����
�܅�������
����늴������������ڲ��ܰ�����ѵİ��b�l�����bʹ�Õr,�����{������Ӌ������r�g,�Ԡ����`���Ȟ���rȥ���a�}������ɵIJ���,���h����r�g��Ҫ���^30s,��5��15s����ѡ��e��늴�����Ӌ���L�r�g�߉��_ˢʹ�ú�,���ý���ĥ��C���r��̼������oĤ�M������,�e�nj��Б�늘O��̼���u���oĤ�����Ρ����Ƿ��oĤ���κ�һ��Ҫ�M�И˶�,�����ٴ�Ͷ�\ԓ늴�����Ӌ��
��1����Ŀǰ���ȑ��ÏV��ˮú�{늴�����Ӌ�����Ę˶�������
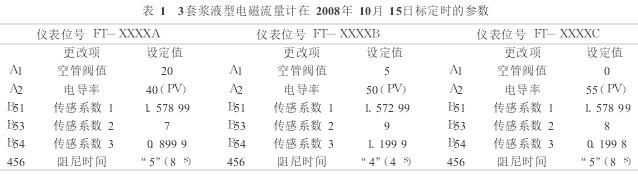
B51��B53��늘O���l��ϵ��;B54��{Һϵ����
�����@3�_����Ӌ��ʹ��18���º�,��2010-04-15��Ӌ���`��̫���⻯�t��܇�������w�z��,��ԭ�������^,�l�F3�_�{Һ��늴�����Ӌ���o�r�����wƽ��ĥ�p��0.8mm,���Б�늘O����S���b��̼���u���oĤ�����o�ܺ�,����������Ӌ늘O�c�r�����ܲ�ƥ�䡣���S�Ҵ_�J:Ҫ���ý���ĥ��C��̼���u���oĤƽ����ĥ0.8mm������Ӌ���˶�����,�F���˶��������ڱ�2,�Թ�������
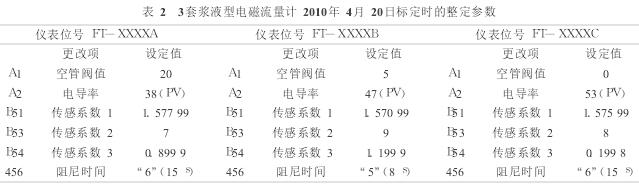
�������^����3���µ��\��,��C��ԓ�S�o�������С��Ķ������ر��C�˚⻯�t�\�еķ���,���s�˴�s40�fԪ�����a�S�z�M��ֵ��ͬ����I���b��
���σ��݁�Դ�ھW�j�������֙�Ոϵ���h��!